English
English 简体中文
简体中文 España
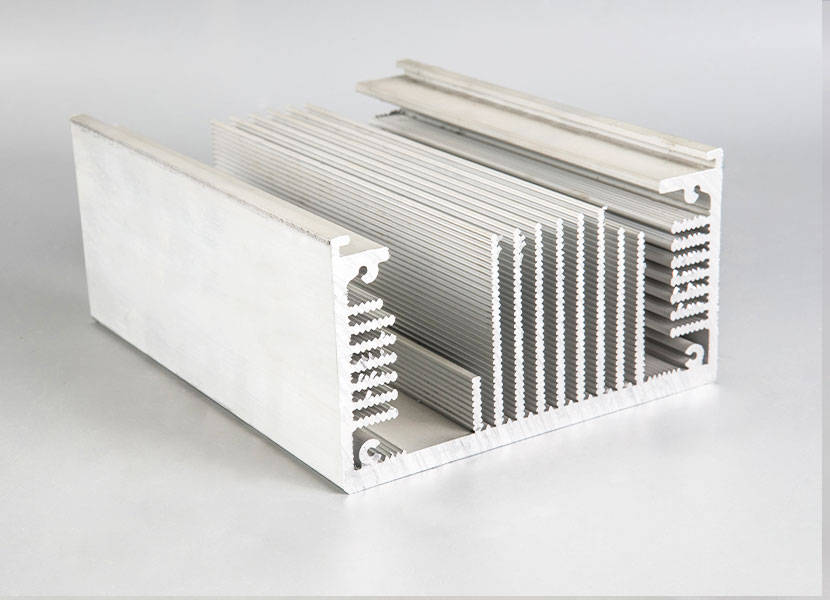
EspañaAluminum alloys all extrude differently due to the percentage of other metals used to make each specific alloy. Higher purity alloys extrude more easily and are a popular choice for multi-void designs used for heat dissipation. Here is a handy chart that gives more information about popular aluminum alloys. 1100 and 3003 alloys are popular choices for thin wall multi-void extruded aluminum designs. The alloys can be extruded with wall thicknesses down to.
In addition, the alloys are very good at transferring heat. They are popular choices for designs used to cool electric vehicle battery packs and use in automotive radiators.Once the toolmaker has completed fabrication of the die, extruded samples are produced so the customer can check the form, fit, and function of the actual parts. Producing extruded samples for designs with a simple geometry and generous tolerances takes one try in most cases.
For complex geometries or very challenging tolerances the process of dialing in the extrusion die can take 3-4 attempts. The mill will take information learned from unsuccessful attempts and will make adjustments to the die or production parameters until the samples match the customer design. Producing acceptable samples can take from a few days to weeks.With both alloys, having equal wall thicknesses throughout the design gives the mill the best chance of successfully extruding your order. 6063 is easier to extrude in multi-void designs.
It also tends aluminum extrusion to have a smoother surface and looks nicer after machining and anodizing. For applications requiring more strength or post extrusion machining, 6061 is the alloy of choice. While it typically does not look as nice when anodized, with the right combination of machining and deburring it can be made to have a very nice cosmetic finish.